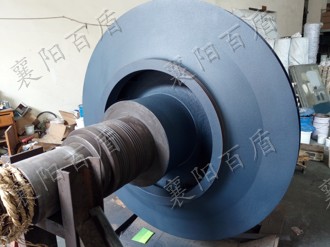
2017��11�£��ӱ�ij��F��˾�z�����g�l(f��)�F(xi��n)�L�C�~݆ĥ�g���ף����xȡ����аٶܷ��oͿ�Ӳ�������˾���a(ch��n)��BD7091�L�C�~݆������ĥ����Ϳ���ޏ͡��F(xi��n)�����L�C�~݆���~Ƭ����z�飬�l(f��)�F(xi��n)ĥ�p����صIJ�λ�ѳɻ��ڠ�ֲ�ĥ�������ԇ��ز�λ��ĥ�ɱ��Р������λ�ı���ĥ��һ�������ϲۣ���˲�ȡ�����ķ��o��ʩ��ʮ�ֱ�Ҫ��
ʩ����ˇ����
һ���~݆����̎����
1�������ޏͲ�λ���懊ɰ̎���Ƀ�����늄�䓽zˢ�M�д�ĥ¶�����r���ٻ��ģ�̎
���̶ȷ��ϼ��g(sh��)�˜�Ҫ��
2���Ì�����ϴ����ϴ���Ĩ�����C������ۉm���øɃ���̎����Ļ��ı���Ҫ��ֲڡ��Ƀ������
�������Ʋ�ˢͿ���gͿ��
��Ҏ(gu��)�������� BD407�ɽM�ݻ�Ͼ���Ȼ��ͿĨ�ڴ���λ���z�Ӻ��1��2mm��
����Ϳ������ĥ��Ϳ
�����g��Ϳ�̻���Ҏ(gu��)��������BD4261�ɽM�ݻ�Ͼ���Ȼ�����Ϳ�������gͿ�ӱ��棬�z�Ӳ���̫����1.2kg/m2���ˡ�
�ġ����Ʋ�Ϳ���L�C�~݆������ĥͿ��
����ĥ���z�̻�ǰ���������ʴ_�Q��BD7091A��B�ɽM�ݲ���Ͼ���Ȼ��Ϳ���ڵ��z���棬Ϳ��Ϳ������ߴ�����Ҫ�ޏ�ƽ����
�塢Ϳ�ӹ̻���
��ĥ����Ϳ���ڳ���25��̻�24С�r��Ͷ��ʹ�ã����ضȵ͑����üӟ�����L�̻��r�g�����M�̻���